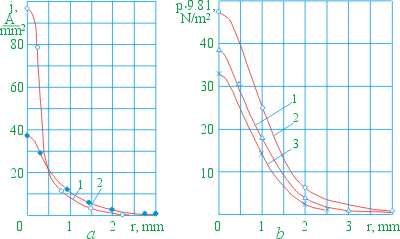
Fig.11.28 [1505]
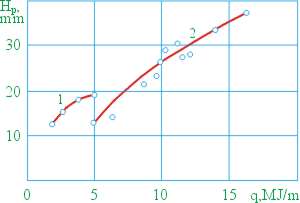
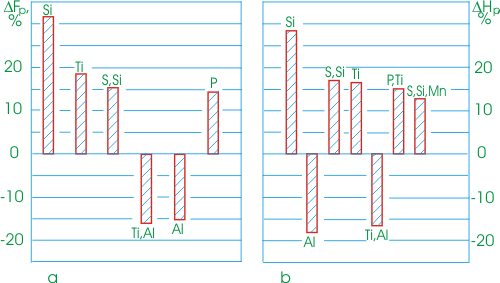
Summary of effects on cross-sectional Fp area and depth of
penetration Hp: a - cross sectional area Fp, b -
depth of penetration Hp
Last changes date: November 12, 2003
11.1.3. Influencing an chemical composition
of welded metal, welding materials (welding compounds, shielding gases and their
mixtures) on penetration of metal at welding
It is known that the chemical composition of the basic and electrode
metal exercises influence over depth of penetration; for example, usage of a
welding rod from copper at welding steel decreases the depth of penetration. The
carbon content also exercises influence over penetration: the depth of
penetration is minimum at low carbon content, and at its contents within the
limits of 0.10... 0.13 % the depth of penetration Hp remains invariable, but then is augmented with growth
of carbon content [1471].
In investigation [1505] they studied influencing six impurity elements S,
P, Si, Mn, Ti and Al on the weld sizes for alloy Inconel 600. With this purpose
authors have utillized alloy sucelted by a laboratory way. Update of a weld
material S, P, Si, Mn, Ti and Al conducted by pressing and caking of dusts from
these elements. The obtained rods treated mechanically up to the size
76.2x5.1x1.27 mm and located in a gap between welded edges of plates. Arc
welding with tungsten electrode in argon run with conditions as follows: arc
current — constant reverse polarities (100 A), arc voltage — 10 V, length of
an arc — 2.4 mm, welding rate — 22.9 mm/min, amplitude of cross oscillations
of the electrode — 12.7 mm with an oscillation frequency 26 min-1
at number of layers 3 and expenditure of argon of 18.9 liters per min.
In the held studies the full factor experiment from 64 expertises was
constructed, in which one instituted cross sectional area of a joint, and also
its width and depth of penetration. 64 welded samples in total are learnt, in
which one impurity are in different combinations. It was established that Si and
Ti essentially augment both sectional area of a joint and depth of penetration
(Fig.11.28). The authors [1505] link it to voltage variations on an anode. The
operating of Si increases in presence S, and the operating of Ti is moderated in
presence Al. The phosphorum promotes magnification of a sectional area of a
joint. The aluminum moderates simultaneously sectional area and depth of
penetration. It explain by formation of a high-melting film of oxides Al on a
surface of a weld pool.
|
Fig.11.28 [1505] |
|
The considerable influencing of the contents of sulfur on depth of
penetration of metal at arc welding was noted also in works [683, 1506 etc.]. By
results of studies [1507] impurity elements do not render the influencings on
the configuration of an arc, but inflect depth of penetration and undercuts is
interquartile, owing to variation of surface tension forces.
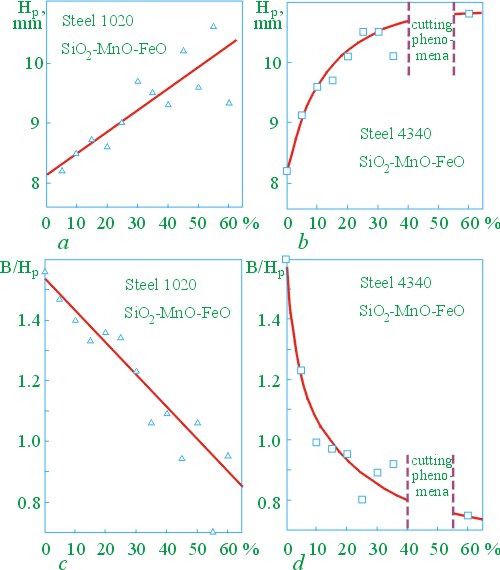
The authors [1508] investigated the influencing oxide FeO on behavior of
welding welding compounds of a system SiO2-MnO-FeO and system SiO2-MnO-CaO-MnO2.
In expertises, which one conducted on samples from steel 1020 and steel 4340,
instituted influencing FeO on repeatability of combustion of an arc, geometrical
arguments of a weld (deposited bead), surface tension and viscosity of molten
metal of a weld pool. More deep penetration of base metal is supervised at
magnification of viscosity of molten metal of a pool, repeatability of an arc,
abatement of interfacial energy between welding compound and base metal, which
one, in turn, depend on the contents FeO in welding welding compound. In a Fig.
11.29 influencing the contents FeO on depth of penetration Hp and
weld shape factor of a joint for the studied steels is rotined.
|
Fig.11.29 a,b -
Penetration Hp as a function of wt-% FeO for 1020 steel (a) and
4340 one (b); SiO2 concentration
was fixed at 40 wt-%; c,d - Width-to-depth ratio
(B/ Hp) as a function of wt-% FeO for 1020 steel (c) and 4340
one (d) [1508]
|
 |
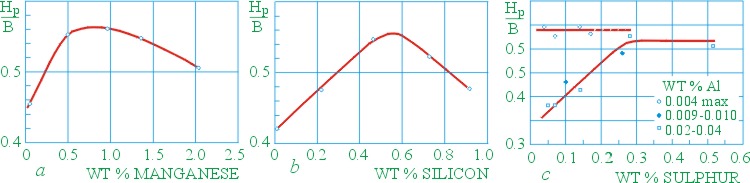
The systematic studies of influencing of different chemical elements on
penetration of stainless steel 304 are held by the author [1509]. Is established,
that the influencing of such surfactant member as sulfur, can be explained
within the framework of the known theory of flows of liquid metal in a pool
aroused by their influencing on a temperature coefficient of surface tension of
molten metal. The sulfur as a strong surfactant member renders essential
influencing on depth of penetration (Fig. 11.30,a), but at the presence of
oxygen its influencing is loosened.
|
|
| Fig.11.30 Effect of
manganese (a), silicon (b) and sulphur (c) content on relative penetration
Hp/B [1509] |
Such elements as Si and Mn render more composite influencing (Fig. 11.30)
which is not depicted within the framework of the given theory, that testifies
to influencing the padding factors. The author [1509] considers that the
influencing, for example, silicon is connected with its affecting on viscosity
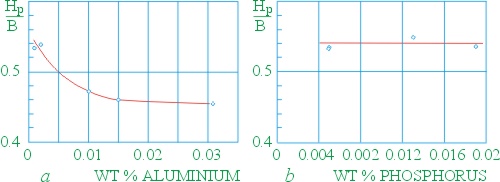
of molten metal. Besides is established, that such elements, as phosphorum,
molybdenum and copper not being in relation to Ferri lactas, the affectings on
depth of penetration of metal, at least in that percentage do not render
surfactant, in which one they are in stainless steels (Fig. 11.31).
|
Fig.11.31 Effect of
aluminium (a) and phosphorus (b) content on relative penetration Hp/B
[1509] |
|
Thus study [1509] have affirmed effect of influencing of small amounts of
sulfur, oxygen and aluminum on penetration of stainless steel at welding with
tungsten electrode in an inert
atmosphere. This influencing is aroused by straight or oblique affecting on a
temperature coefficient of surface tension for liquid steel and, as result, on a
flow pattern of metal inside a weld pool.
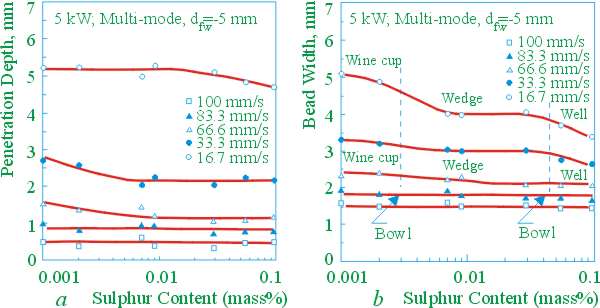
In the work [1510] they investigated the shape of penetration, applying
the CO2-laser by power of 5 kW for implementation of axles on seven
cast irons with the contents S in a spacing 0.011...0.096% and equipment for EBW
by power of 35 kW for implementation of beads on five stainless steels with the
contents of sulfur 0.001...0.008%, and also flow of liquid metal in a weld pool,
depositing beads on three carbon steels with the contents S in range
0.0005...0.007%. The influencing of speed of movement of the beam and contents
of sulfur on depth of penetration is shown in a Fig.11.32.
|
Fig.11.32 Dependence of
penetration depth (a) and bead width (b) on sulphur content and welding
speed using a focussed laser beam [1510] |
|
In experiments [1510] is obtained that on cast iron the shape of a zone
of penetration with magnification of the contents S crossed from goblet to
conical and further to cylindrical with roundoff on the bottom. The surface of
an bead obtained on steel, at the small contents S is obtained smooth, but with
growth of the contents S occur and the ripples on a surface grow. The pool has
the elongated shape and with growth of the contents S its elongation grows.
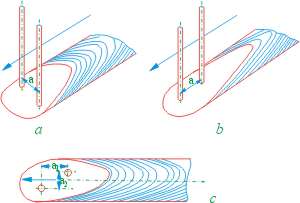
At the low contents S flows of molten metal are hoisted to a surface of
the pool, flow on its edges to the back end and are reverted to center of a pool,
derivating a dark zone of cold metal. At the high contents S in acclinal bottom
of a pool the bench will be derivated, and the melt with all surface of bottom
flows to the back end of a pool, whence is reverted to center, derivating more
lengthy dark zone of cold metal.
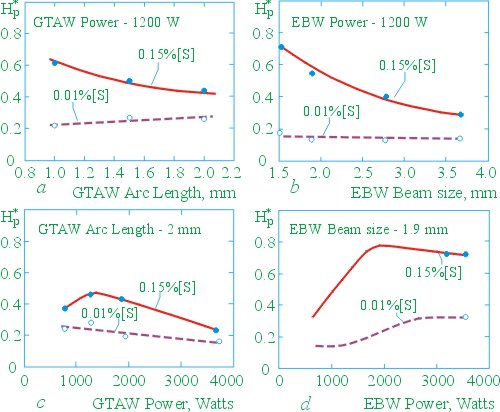
In work [790] they investigated electron-beam welding (EBW) and TIG
welding in inert gas for two fusing of stainless steel 304L, penetration,
distinguishing in the performances, in connection with the different contents of
sulfur.
At both methods of welding the noticeable influencing thermal capillry
flows in a weld pool on relative depth of penetration of metal was supervised,
and thermalcapillarity in both cases had the close performances, that
testifies to its large role in oscillatings the shape and sizes of a joint
between the different fusings of the same steel. In a Fig.11.33 the dependences
of relative depth of penetration on length of an arc and size of an electron
beam, and also from power of these heat sources are shown.
|
Fig.11.33 Weld Hp/B
ratios for GTA and similar welds made on low- and high sulphur material; a
- fixed arc power, b - fixed beam power, c - fixed arc length, d - fixed
beam size [790] |
|
The joint welds at EB-welding and TIG welding (TIGW) are quantitatively
look-alike, however full concurrence between joints at these different aspects
of welding misses — at TIGW higher is supervised thermalcapillar convection.
In opinion of the authors [790] by one of the factors confining thermalcapillar
flows at TIG, is the magnification of length of an arc with growth of arc
current. Besides the current of fluid at TIGW is confined to non-Gaussian
allocation of power in an arc — in this case it closer to rectangular.
Influencing of shielding gas. The feeding in an arc zone of different shielding
gases renders all-up influencing on process of welding, inflecting both power
and response curves of a welding arc, and passing of different processes in a
weld pool.
For example, study of penetrating capacity of a welding arc of a straight
polarity with nonconsumable electrode in different shielding gases and their
mixtures executed in the work [1511], has shown, that depth of penetration Hp
of base metal (aluminium alloy) and width of a joint in much depend on a type of
shielding gas (Fig.11.34). The greatest depth of penetration takes place at
welding in helium, least — at welding in argon. Usage as a shielding medium of
a neon receivable usually at the maiden stage of a manufacturing process of
separation of helium from air, gives intermediate values of depth of penetration
as contrasted to Ar and He.
| Fig.11.34 Effect of
shielding medium composition on penetrarion depth Hp
(a) and weld width (b) for aluminium alloy 1201 with straight
polarity current [1511] |
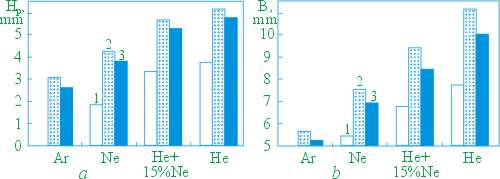 |
The welding in an argon is characterized by minimum bulk of a weld pool,
whereas at usage of helium it has the maximal sizes.
11.2. Methods of
control by the shape and sizes of a zone of
penetration at arc welding
11.2.1. Applying
the activating welding fluxes
At usage of some methods of welding in environment of inert gases many
explorers marked heightened instability of a welding arc, its dimensional
instability aroused by a wandering of a arc active spot, disposed on a welded
workpiece and, as a consequent, irregularity of forming of a joint weld
[1512—1514 etc.].
In the work [1513] it is established that for the preventing of a
wandering of an arc are indispensable a careful square-wave stripping of a
surface or even oxidizing, and also similarity of an elemental composition of
base metal and filler wires. At welding of medium-alloyed steels and
heterogeneous metals it is recommended to increase potential gradient of arc
column at the expense of applying shielding gases with a heightened potential of
ionization and stimulation, and also at the expense of constriction of an arc by
the chilled channel or longitudinal magnetic field.
By the authors of the work [1514] is shown that the preliminary
acidification of a surface at welding stainless steel such as 18-8 allows
essentially to reduce linear energy indispensable for end-to-end penetration of
metal. Thus width and length of a pool is considerably moderated on the part of
an arc and total weight of a pool. Corrosive and the mechanical tests of joints
welded on an oxidated surface, have shown identity with quality of joints
obtained by a customary method.
The applying of special activating fluxes (AF) at TIG welding allows to
inflect and to stabilize penetrating capacity of a welding arc in a broad range
of welding conditions. Thus as the basic activating reductant of welding flux
the oxygen having high surface and reactivity will be utillized [686].
In the work [1515] for the first time was shown that applying welding
fluxes of definite composition at TIG welding it is possible sharply to augment
the penetrating capacity of an arc. Thus is inflected not only depth of
penetration, but also its shape. The features of melting of titanium alloys were
investigated at TIG welding with the padding introducing in an arc zone of
oxygen-free welding fluxes containing such reductants, as fluorides both
chlorides alcalinous and earth metals. In the experiments the arc current did
not exceed 350 A, and welding travel speed varied in limits Vc=10...20
m/h. Welding flux in an arc zone inputed by deposition it on a welded plate
directly ahead of welding.
By studies [1515] was established that at thickness of a stratum of
welding flux not less than 0.20...0.25 mms in series of cases is possible in
enough broad limits to regulate width of a joint and depth of penetration Hp
at practically invariable electric arguments of process. Simultaneously to
variation of arguments of a joint there was a magnification of the cross area
section of the zone of penetration Fn.
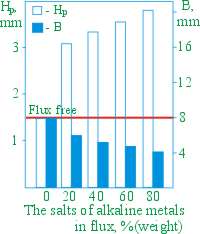
The considerable effect was obtained at usage of composite systems of
welding fluxes on the basis of salts of alcali metals (Fig.11.35). The
physicochemical properties of fluorides and chlorides of these metals, in
particularly, rather low melting points Tm and boiling Tb
do not allow to apply their salts by the way of single-component welding flux.
| Fig.11.35 Dependence of bead width
B (a) and
penetration depth Hp
(b) for titanium alloy VT15 on alkaline salts content in flux with welding
current 100 A, arc voltage 9 V, travel speed 15 m/h [1551] |
|
Held in [1515] the studies have shown that the existing of welding flux
in an arc zone allows sharply to diminish a form factor of a weld (B/H ratio).
The concentration of a thermal energy of an arc on a reduced lease of base metal
increases performance of penetration of titanium and slashes expenditures of
linear welding energy. This effect has appeared characteristic and for other
metals — Mb, Mo and austenite steels. Because of performance of the given
method of process control of penetration of metal for welding alloys of titanium
the special welding flux of the mark AN-T9A was designed, the applying
considerably augments which one depth of penetration and moderates width of a
weld pool and joint.
In the work [1516] the studies which were had for an object to clarify a
reasons of such resizing of joints if there is welding flux on a surface of
welded metal were held. Oscillographic testing of electric arguments of process
has shown that the moment of transferring of an arc on a stratum of welding flux
is tracked by spontaneous magnification of an arc drop voltage at magnitude DUa and applicable abatement of arc current (at
constant power of an arc). The magnitude DUa depending on composition of welding flux
fluxed was 1.0... 4.7 V, and greater magnitude DUa corresponded more deep and narrow
penetration.
Held in [1516] the studies and analysis of their results have shown that
the applying of welding flux results in a heightening of concentration of a
thermal output of an arc in connection with an abatement of the sizes of a spot
of heating and limitation of width of penetration of metal by a pool film of
welding flux. Thus the contraction ratio of welds depends on physicochemical
properties of welding flux, especially from its capacity to wet solid titanium
in liquid state at heats. More high voltage on an arc and the heightening of the
floor space of a zone of penetration at welding with welding flux is explained
by magnification of concealed component length of an arc and heightening of an
anode voltage drop.
Many explorers count that all developments of operating of activating
welding fluxes by the way waists and recesses of a weld and also magnification
of the area of the penetration zone are a consequent contraction of an arc which
one usually understand an extent of concentration of a thermal energy in an arc.
The contraction coefficient Ka takes a part in a distribution
function of a current density in a column of an arc recorded by the way of a
gaussian law and a coupling equation between its arguments:
j(R)=j0*exp(-Ka*R2), Ia=pj0/(Ka)2,
(11.5)
where j0 — the current
density on a axis of an arc through which current Ia pass.
The physical essence of contraction is encompass byed volume that the
energy consumable by a column of an arc in equilibrium state is lost by means of
radiating and thermal conductivity, and speed of losses the above, than more
heat conductivity of plasma of an arc and gradient of temperature in it1. Variation of
any arguments of an arc, for example, the magnification of an electric field
strength results in growth of a gradient of temperature, electrical and thermal
conductivity of arc plasma and also current density j0 on the axis of
an arc. As a result of it at an invariable current of an arc Ia
effective diameter of its current-carrying zone is moderated that is contraction
coefficient Ka pursuant to the second formula (11.5) increases.
The heightening of arc contraction at availability in a welding zone of
activating welding fluxes is connected to such factors as wettability by welding
flux of solid metal, discrepancy of electrical conductivity of salts of welding
flux and pool titanium, decrease of electrical conductivity of peripheral zones
of the arc column, heightening of thermal conductivity of arc gas, screening by
welding flux of metal around of a weld pool [1517—1519 etc.].
The author of the work [1518] investigated the influencing of different
halogenides plotted on front face of a weld material (the titanium alloy VT14),
on effect of magnification of depth of penetration with the purpose of usage of
obtained data for developing new welding fluxes. As a result of experiments is
established that the effect of penetration the above than is more than atoms of
halogen contains welding flux, that is than its basicity and less combining
weight more. Effect of penetration magnification the above than above potential
of ionization of metal which is included in chemical combination with halogen.
On performance of a heightening the penetrating capacity of an arc the halogens
are laied out in the following order: fluorine, bromine, chlorine.
In the publication [1520] the results of study of influencing of
activating welding fluxes on forming of a joint weld, composition of plasma of
an arc, allocation of a current density and stress in an anode spot are shown.
The experiments conducted at a current 150A and customizing length of an arc of
1 mm; as a welding electrode have utillized a tungsten bar of the mark VL a dia
of 3 mm with an angle of sharpening 55 degrees. Welding flux by the way of
finely divided dust plotted on a surface of welded plates with the help of the
special device; the width of fluxe track was 8 mm.
Influencing of activating welding flux on main dimensions of a weld
studied on plates from steel H18N9T by thickness of 8 mm without their full
penetration at welding rate 5 m/h. As a result of the executed experiments was
established that at the introducing in a weld pool of activating welding flux
the depth of penetration Hp increases with a simultaneous abatement
of width of a weld B (Fig.11.36) sharply. The maximal depth of penetration was
obtained at the putting in a welding zone 4 mG/cm of activating flux.
| Fig.11.36 Dependence of bead width B and penetration depth Hp on flux amount having been put into welding zone [1520] |
|
Distribution of current density in an anode spot of an arc instituted
under the method of application split copper water-cooled anode2, and pressure
distribution of an arc — with the help of a manometric method [1521]; diameter
of a receptor opening fluxed was 0.5 mm. The observed data are presented in the
Fig.11.37, from which it’s seen that at availability in a weld pool of
activating welding flux the current density in a active spot of a welding arc
increases sharply. The maximal current density was obtained at concentration of
activating welding flux equal 4 mG/cm.
|
Fig.11.37 Distribution of
current density (a) and arc pressure in anode spot (b):
|
|
From the held experiments it is followed that putting in a welding zone
of activating welding flux slashes both axial pressure of the arc p0
and full force of an arc Fa. In opinion of the authors of work [1520]
this decrease is connected to originating of a counter current of vapors of
metal of an anode and reductants of activating welding flux originating because
of large concentration of energy stream in a central zone of a active spot of
the welding arc.
In the work [1522] the mathematical model depicting contraction an arcs
by welding flux at welding by a tungsten welding electrode in an argon is
proposed. This model takes into account the processes on an anode, variation of
a heat conductivity of arc gas, phenomena on peripherals of a column of an arcs
conditioned by negatively ionized atoms, and mounts their analytical
intercoupling dimensioned of conducting column of plasma of an arc and anode
spot. The allocation of a current density in an anode spot obtained by
analytical account with usage of the designed pattern, is close to results of
experimental measurings.
With the help of the given model is affirmed that the influencing of
activating welding flux on an arc is encompass contraction of its positive
column and active spot. This phenomenon is conditioned by operating of a series
of the factors: by screening of metal around of a weld pool by liquid welding
flux and stabilizing within the limits of a weld pool of an anode spot; by a
heightening of thermal conductivity of arc gas in connection with appearance in
an arc of impurities of molecular vapors of welding flux; by deionization of
peripheral parts of an arc as a result of gripping conduction electrons by
electronegative fragments of vapors of welding flux and products of its
interplay with welded metal.
At practical usage of activating welding flux for TIG welding of titanium
alloys due to interplay of metal and welding flux the porosity of joints is
eliminated updating cast weld structure also is ensured. The decrease of linear
energy of welding with welding flux abbreviates an expansion HAZ, improves
shielding reliability of an arc and weld pool by inert gas. All this promotes
meliorating of mechanical characteristics of weld joints and enables to weld for
one pass without edge preparing of metal by thickness up to 12 mm.
However at welding with activating welding flux there are some
impediments. In particularly, thickness and uniformity of a stratum of welding
flux render noticeable influencing on repeatability of process and the
deposition of a stratum of welding flux with the given sizes has definite
complications. Besides at manual welding ahead of front of a pool the film will
be appeared that degrades visibility of the butt between edges welded.
One of the best alternatives removing these deficiencies is the feeding
in a welding zone of a powdered wire as filler metal; like filling agent of the
wire have utillized welding flux ANT-17A [1523]. Nevertheless, as it is marked
in the work [1524], the welding flux ANT-17A has the series of deficiencies,
among which one a heightened wandering of an arc with a drift on one of edges of
a butt at thickness of welded metal 0.8... 1.5 mms, and also considerable
adhesion of molten welding flux and solid titanium handicapping welding with a
filler wire. These deficiencies the welding flux ANT-23A, having a low adhesion
to titanium and easily eliminated if necessary implementations of the second
pass is dispossessed.
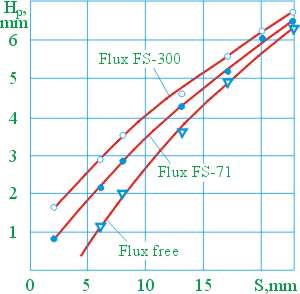
On data of work [1525] activating welding fluxes on the basis of
halogenides increase penetrating capacity of an arc at TIG welding of parts by
thickness up to 6 mm; at thicknesses 7...8 mms these welding fluxes have small
effectiveness and at thickness more than 8 mms — do not influence penetration
of welded metal. The accounts, held by the authors, and the experiments have
shown that the limiting thickness of metal, at which one is still exhibited
acting of activating welding fluxes is 20... 22 mm (Fig.11.38).
| Fig.11.38 Dependence of
penetration depth Hp on metal thickness at welding with
activating fluxes FS-300 and FS-71 and DC straight polarity current 250 A,
arc length 1 mm, travel speed 10 m/h [1525] |
|
In their judgement, at high values of arc current the vapors of welding
flux do not fall in an arc and cease to influence its properties. The deduction
from here flows out, that the heightening of performance of activating fluxes is
possible by immersing of an arc into the weld pool.
TIG welding with usage of activating fluxes was successfully applied at
fabrication of welded structures from alloys of molybdenum. The special
properties of these alloys require the applying methods of welding with maximal
concentration of a thermal energy, in this connection the greatest propagation
was received with electron-beam welding of constructions from materials on the
basis of molybdenum. Held in the work [1526] studies have shown that usage of
activating welding fluxes at TIG welding of molybdenic alloys allows to increase
penetrating capacity of an arc, to diminish width of joints and HAZ sizes. The
weldings, obtained by this method, joints have sufficient microhomogeneity.
At welding the special steels the applying of activating fluxes augments
range of thicknesses of metal welded with full penetration without edges
preparing and also it is essential to facilitate deriving of weld joint with
groove in edges at the expense of magnification of an obtusion and abatement of
an amount of metal for infill of groove [1527].
The applying of activating welding flux at TIG welding of high-strength
steels meliorates conditions of a crystallization of a welded material,
increases its mechanical characteristics and stability against formation of
crystallizational cracks. It takes place because at usage of activating welding
flux the front of a crystallization of molten metal acquires composite
dimensional pattern, stipulating different attitude of primary crystallites in
miscellaneous leases of a weld pool and subsequently — a laminated
constitution of metal in a cross-section of a joint. The most legiblly laminated
constitution of a joint weld is exhibited at length of an arc 1.0...1.5 mm; at
length of an arc outside this range the lamination in joints is exhibited is
more gentle [1528].
In the work [1529] the dependence of width of a joint and revertive bead
from arc current is established at single-pass welding of titanium alloy OT4 by
thickness of 5 mm. The current increase calls magnification of both indicated
arguments of a joint, and width of a revertive bead increases much more
intensively (Fig.11.39). At a current 125... 130 A the shape of penetration
becomes close to rectangular — with identical width of a joint and revertive
bead. The current increase on 25 A results in magnification of width of a
revertive bead in 1.5 times, whereas the weld becomes wider only on 1 mm. This
phenomenon the authors explain by the greater uniformity of a specific heat flow
and pressure of an arc at a submerged-arc welding and screening of a surface of
joined edges by boiling welding flux.
|
|
|
On the basis of obtained result ins [1529] the feasibility TIG welding with flux for fabrication of a multilayer construction, T joints, and also for an electric riveting is investigated. In all cases the indispensable arguments of a welding conditions have appeared much below, than at deriving these joints by other methods; for example, without usage of flux the welding of T joints did not manage to be executed for one pass.
In
connection with established regularities of a heightening of
penetration depth at TIG welding by feeding in an arc zone of different
matters, they have offered to input by the way of welding fluxes-pastas or
gaseous components to shielding gases [1530], and also flux filling agent of
powdered wires [1531]. As gaseous of the components to an argon or helium apply
gaseous fluorides BF3, WF6, SF6 in amounts
0.01...2.5%. At usage of such components the arc voltage drop increases, also
the temperature of a tungsten is increased, the column of an arc is constricted,
thermal efficiency is augmented and coefficient of concentration of its heat
flow. All this results in magnification of
penetration depth of welded metal [1532], however slashes impact
elasticity of weld joints and degrades sanitary-hygienic conditions in a welding
zone [1533].
According
to studies of process of welding of copper M1 the with melting electrode by an
immersed arc [1534] composition of a shielding gaseous mixture influences on
penetration depth for welded metal only at rather small currents not
superior noticeably 230...250A (Fig.11.40). At full submergence of the arc in a
weld pool having place at the current more 300A, the composition of shielding
atmosphere ceases to exercise influence over the power performances of process
and nature of electrode metal transfer.
| Fig. 11.40 Effect of shielding gas composition on the penetration zone area of welded metal [1534] | 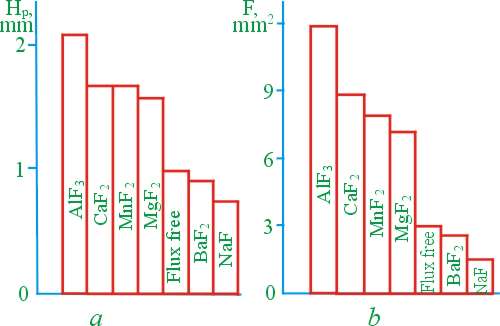 |
In
the work [1535] the influencing fluorides on penetration is learnt at MIG
welding of copper. As welding fluxes have utillized such matters as NaF, BaF2,
CaF2, MgF2, MnF2, AlF3. Welding flux
plotted by a thin layer on a surface of plates welded by the size 160x45x5 mm
from copper mark M1. Welding was executed by a welding elecrode a dia of 3 mm at
arc current 300 A, welding rate 5 mm/s with and length 2 mm. For determination
the thermal efficiency during welding at experiments conducted a calorimetric of
samples and performance of process of penetration valued on welds cross sections.
The
influencing of different fluorides on penetration
depth Hp and its penetration zone area Fn is shown in a
Fig.11.41, from which one follows that the applying of these matters allows to
inflect geometrical arguments of penetration zone of in sufficiently broad
limits. Thus NaF and BaF2 moderate, and MgF2, MnF2,
CaF2 and AlF3 augment
penetration depth of metal.
| Fig.
11.41 Effect of fluorides on depth (a) and zone area (b) of penetration
[1535] |
|
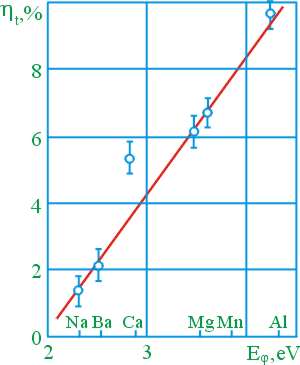
Held
in [1535] the studies established sufficiently strong correlation between
magnitude of thermal efficiency and work function of conduction electron from
metal (Fig.11.42). The similar dependence was established earlier for fluorides
BaF2, SrF2, CaF2 and MgF2 in work
[1536] at welding low-carbon steel. Such correlation link can form the basis a
choice of reductants of welding fluxes-pastas for TIG welding of metals.
| Fig.
11.42 Correlation dependence between thermal efficiency and work function
of a conduction electron We
from metal entered into fluoride [1535] |
|
On
the foundation of the held studies in work [1535] the welding flux-pasta AN-M15A
with the high power and metallurgical performances is designed. The TIG welding
of copper on this welding flux has received technical application at welding the
ribbons and bands from copper and its alloys.
The
acting of welding fluxes composed of fluorides on penetration of metal was
studied by the authors of the work [1537]. In experiments on welding the plates
by thickness of 8 mm have utillized welding flux BMK-1 having composition 35%CaF2,
35% MgF2 and 30% BaF, which was plotted on a welded surface by the
way of alcoholic solution directly ahead of welding arc. The tungsten electrode
with dia 2 mm had an angle of sharpening 15 degrees and diameter of an obtusion
0.3 mm. Welding was executed with jet shielding of a surface by argon of the
mark I (GOST 10157-79) or in the camera charged with an argon. The jet shielding
of a joint weld realized by a nozzle having diameter 19 mm, at discharge
velocity of an argon 15... 20 l\min. At an arc voltage drop 10 V main
specifications of a welding conditions varied in following ranges: arc current
— 100...200A, welding rate — 1.25... 2.78 mm/s. Samples welded was obtained
at first in the flat position and, secondly, with implementation of horizontal
welds on a vertical plain.
As
a result of the held experiments the sufficiently strong influencing of flux
reagent on metal penetration was established: at the introducing of welding flux
the penetration depth increased and width of a joint was
moderated in 1.5 times. The attitude of welding practically does not exercise
influence over width of a weld, but the penetration
depth at welding on a vertical plain is a little bit higher, than in the a flat
position at the expense of running-off of metal from under an arc. At usage of
welding flux a form factor of penetration in 1.5... 2.0 times are higher than at
customary TIG welding.
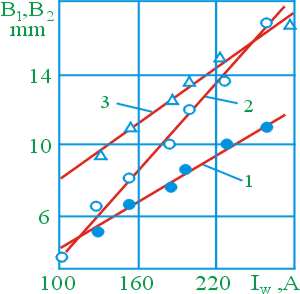
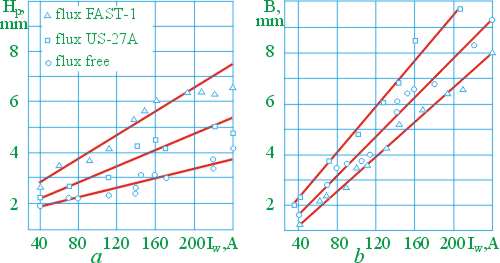
In
the work [1538] the influencing of activating fluxes FAST-1 and US-27A on
penetration depth Hp and width of a weld B on steels applied
in power energy system was investigated. The results of experiments on
influencing arc current and angle of lean of a welding electrode are shown in a
Fig.11.43 and 11.44. From obtained data follows that the incremental of
penetration depth fluxes from 10 up to 75% for welding flux a US-27A and
64...130% — for flux FAST-1. At deflection of a welding electrode from a
vertical position on 10... 20 degrees oscillatings of arc length and the
performance of activating fluxes remains to welding rate high, that allows to
apply them at manual TIG welding.
| Fig.
11.43 [1538] Effect of arc current Iw
on penetration depth Hp
(a) and bead width B (b) at welding with activating welding fluxes with Vc=2
mm/s, La=1
mm |
 |
At
magnification of lean angle for welding electrode from 70 up to 90 degrees the
influencing of activating welding flux FAST-1on an abatement of width of a weld
is boosted. The acting of flux a US-27A at ascending the lean angle of electrode
is exhibited only in minor magnification of width of a weld. As a whole applying
of activating fluxes FAST-1 and US-27A promotes an abatement of porosity of
metal and meliorating of forming of a joint weld and it quality.
| Fig. 11.44 Effect of arc length on penetration depth Hp at welding with activating welding fluxes with lean angle of electrode 80o by an angle forward (a) and 80 o by an angle back (b): Ic=150 A, Vc=3.5 mm/s [1538] | 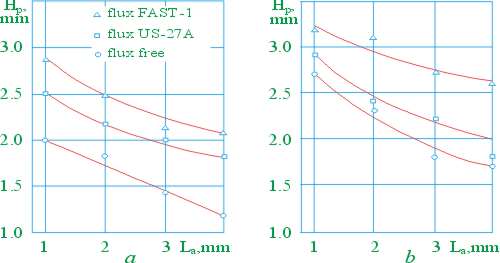 |
In
the work [1539] the results of studies the mechanized TIG welding of
constructions from stainless steel with usage of activating fluxes are
investigated. The penetrating capacity of the arc studied by a building-up
welding 3...5 beads with length 100...150 mm on the flat or tubular samples.
Experimentally was established that at development and choice of composition of
activating flux it is necessary to take into account not only mark of metal
welded but also the applied method of welding.
In
the Fig.11.45 the dependences of penetration
depth and form factor of a joint from arc current for steel H18N9T are shown. It
is obtained that the effectiveness of activating flux (AF) increases at
magnification of arc current and decreasing the travel speed of welding. Most
essentially penetration depth is
inflected at usage AF. If the flux will not be utillized, the
penetration depth practically does not range of currents up to
180...190A. The AF applying essentially slashes influencing arguments of a
welding conditions at a rather broad range of welding rate variation.
| Fig. 11.45 Effect of arc current and travel speed on penetration depth (a) and weld shape coefficient (b) at welding with activating welding flux and without it: 1,2 — travel speed accordingly 4 and 12 m/h [1539] | 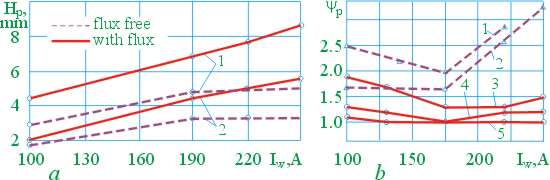 |
During
the single-pass orbital welding of pipes were detected repeatability of penetration depth and particular shape of a penetration zone
approaching to X-preparing of edges in the all positions irrespective of the
shape of edge preparation (in
experiments have utillized butts without groove, with V-shape and special groove
on edges).
Analysis
of results of practical using of the series of activating fluxes executed in
work [692] has shown technological and economical advantages of manual and
machine welding of thin and thick metal with usage of such fluxes at
implementation butt, angular and T joints in different welded structures.
Thus
the advantages of activating fluxes (AF) are as follows [690, 1540]:
1)
The penetration depth Hp is augmented; for example, at
welding stainless steels the depth Hp increases from 3 mm at welding
by a customary method and up to 12 mm at usage of a method ATIG;
2)
The considerable variations of penetration
depth are prevented at oscillatings some chemical elements within the limits of
an elemental composition for the given mark of base metal (cast-to-cast
variation);
3)
The shrinkage of joint after welding and its welding strains is slashed at the
expense of deriving more deep joint as contrasted to by multipass welding with
usage of V-figurative edge preparation.
As
the given method requires the usage of more short arc, its applying is more
preferential at the machine methods of welding. To deficiencies of a method are
referred the inferior aspect of a surface of a joint as contrasted to by welding
without flux and necessity of clearing of this surface after welding.
To
deficiencies of applying of activating welding fluxes the instability of forming
of a joint aroused by irregularity of deposition of a stratum of welding flux
along a welded butt is referred. By results of studies executed in the work
[1541] reasons of irregular inflow of welding flux in an arc are the deflections
of arc length and lean angle of a welding electrode and also the low bond
strength of a dust of welding flux with a surface of a part, as a result of
which part of welding flux before an arc is blown by a flow of shielding gas.
In
the work [1542] the basic technological process is described on which one the
longitudinal butts of cowlings with thickness of edges of 14 mm was welded
without edge preparation for one pass by an immersed arc by the tungsten welding
rod in an argon. The penetration of metal was full at a current 750A and welding
rate 2.5 m/h. However width of a weld bead and its width lengthwise of butt were
unstable and their deflections on separate leases of a joint reached 50% from
maximum ratings. At the same time as a result of heat input surplus the width of
penetration reached 1.8 thickness of edges.
For
meliorating the joint shape in [1542] they have tested a method of TIG welding
on a stratum of activating flux. The bottom penetration of an arc in a weld pool
ensures effective affecting of activating welding flux on penetrating capacity
of an arc at thickness of welded edges of 14 mm without their edge preparation.
It allows as contrasted to by welding by an immersed arc twice to diminish the
linear energy and to improve forming the joint. By studies was established that
the welding by the immersed arc with the components of activating flux does not
degrade pattern and mechanical characteristics of weld joint.
The
activating fluxes were widely utillized in mounting conditions at building the
generating energy sets of Kursk and Smolensk atomic power plants [1543]. With
the help of activating fluxes the orbital welding of pipes from stainless steel
a diameter 57...160 mm with wall thickness 3.5...10.0 mm was executed.
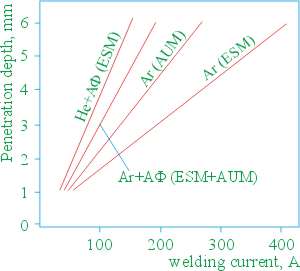
The
activating fluxes and designed on their basis of a weld procedures are widely
applied in different industries and allow to reduce in 2.5... 3.5 times arc
current at welding steels of different methods of melt in an argon and up to 3
times — at welding in helium (Fig. 11.46).
| Fig. 11.46 Effect of activating welding flux on penetration of steel at welding in Ar and He: AF — activating welding flux, ESM — steel after electroslag melting, UAM — steel after unshielding arc melting [686] |
|
The
studies executed by the authors of the work [689] have shown that the applying
of activating fluxes at welding by a melting electrode in CO2 does
not render essential influencing on penetration
depth of base metal and nature of electrode metal transfer that probably is
connected to presence at a shielding medium of such active gas as oxygen. The
experiments have shown that the acting of catalysts on penetration depth more is
hardly exhibited at welding in an argon or its mixtures with carbon dioxide. In
these cases the magnification of penetration
depth in 1.2...1.6 times taken a place as contrasted to by welding method in
carbon dioxide which one for want of catalysts usually ensured deriving a
no-bottom of penetration.
The
effect of magnification of penetration depth in the greater measure is exhibited
at welding in a pure argon: the applying of catalysts allows to augment the
penetration depth in 1.6 times as contrasted to by welding in CO2 or
mixture 85%Ar+15%CO2 and in 1.8 times — as contrasted to by welding
in an argon without a catalyst. Thus there is a variation of the shape of a
penetration zone: the fingerlike shape of penetration, characteristic for
welding in a clean argon, tends to the wedge shape. Matching of technological
possibilities of welding in an argon with a catalyst and welding in CO2
without a catalyst has shown that at single-pass welding with full penetration
of metal of identical thickness the in case of the former linear energy
approximately in 2.6 times is higher than in second. Thus the properties of weld
joints are meliorated especially impact elasticity of a weld material at low
temperatures [689].
11.2.2.
Usage of gas mixtures with the activating components
Proceeding
from essential influencing of different elements on penetration depth of metal
welded many explorers had input different gaseous matters into a welding zone.
For example, in the work [1544] was established that at magnification of the
contents in an argon the sulfur hecsofluoride SF6 (elegas) for steel
VP25 the penetration depth increases on 60% (from 1.1 mm up to 1.8 mm); thus the
arc voltage drop is augmented on 6... 7 V at constant arc length. For titanium
alloy OT4 the penetration depth has increased almost in 3 times (from 1.0 mm up
to 2.8 mm). The authors [1545] had marked that thus the impact elasticity of
weld joints from steel and titanium alloys is slashed.
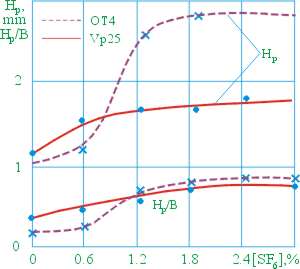
In
the work [1544] they investigated a possibility of a heightening of penetration
depth of metal at the expense of the components gaseous of fluorides in
shielding gas mixture. The studies have shown that such a component as sulfur
hecsofluoride in shielding gas increases power of an arc on 30...50% that
results in variation of geometrical arguments of a penetration zone (Fig.11.47).
| Fig.
11.47 Dependence of weld bead geometrical parameters from SF2
content in shielding gas [1544] |
|
The
penetration depth and the form factor of a joint at first grow at magnification
of the contents SF6 in noticeably to argon and then are stabilized at
a definite level. Thus for steel VP25 the penetration depth increases
approximately on 60% and for titanium alloy OT4 — in 3 times. On data [1546]
the component of halogenides in shielding gas results in contraction of an arc,
essentially moderating the sizes of a zone of its electrical conductivity and
increasing it penetrating capacity.
By
the authors [1547] was established that at welding the titanium alloys in a
mixture of an argon with 2% of hecsofluoride the
penetration depth increases on 170...180% at invariable arc current.
As
one of elements the introducing which one allows to diminish variations of
penetration depth at welding the steels with variations of an elemental
composition, the nitric oxide NO has being utillized. Falling in an arc zone NO
dissociates on ions of oxygen and nitrogen which one are absorbed by liquid
metal of a weld pool. Studies executed in the work [1548] have shown that the
component 0.03% NO to an argon inflects on the picture of flows of liquid metal
in a weld pool, and in a minor measure slashing its width, essentially augments
its depth, especially at the low contents of sulfur in steel. For example, at
arc current 150A the attachment 0.003% NO allows to receive the favourable shape
of a joint. Though the input NO does not give a full solution of a problem,
bound with discrepancies in penetration
depth for steels from different fusings, nevertheless applying of the mixture
Ar+NO at the low contents of sulfur (up to 0.003%) allows considerably to
improve the shape of a weld.
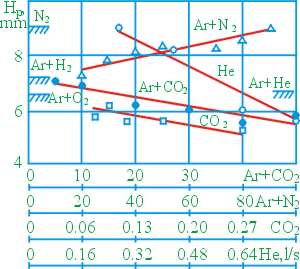
In
the work [1549] influencing of shielding gas composition on depth and shape of a
penetration zone was investigated at welding by the composite wire of bronze
BrANMc 8,5-4-4-1,5. In a Fig. 11.48 the experimental data about nature of this
influencing are shown.
| Fig. 11.48 Dependence of penetration depth from composition and shielding gas expenditure [1549] |
|
Is
was established that the shape of the penetration zone at shielding by helium
and mixtures Ar+He differs from welding in an argon by more even penetration and
its smaller sizes. The magnification of expenditure does not result in a
heightening of an arc voltage drop up to 28...32 V and abatement of arc current
with 240...300A at Q=0.28 l/s up to 190...250A at Q=1.0 l/s.
By
the most significant factors influential in variation of the shape and the sizes
of a penetration zone author [1549] counts thermal properties of arc plasma (thermal
conductivity) and degree of dissociation of a shielding medium. In particularly,
at welding in CO2 the penetration
depth is less than at welding in an argon, that is explained by energy
consumptions on dissociation of carbon dioxide.
By the authors of the publication [1550] the basic results of works dedicated variation of properties of a welding arc and basic performances of welding process depending on composition of a gaseous fluid are reviewed. Influencing different shielding gases and their mixtures, wires with a different elemental composition, welding rods with coatings of a different type was reviewed and coatings for protection of surfaces of welded metals from sparks of molten metal on variation of composition of a gaseous fluid in a welding zone.
11.2.3.
Analysis of reasons for penetration depth increase with
usage
the activating welding materials
To
the present time there is not a uniform judgement on the physical causes of
operating of catalysts entered into a welding zone with the purpose of a
heightening of penetration depth and stabilizing of geometrical sizes of a
joint weld. Therefore there are some hypotheses which are accounting for the
physical causes of increasing the penetration
depth of metal at usage of activating fluxes or the activating gaseous
components to shielding mixtures (Fig.11.49).
| Fig. 11.49 The mechanism of activating welding flux influencing on metal penetration: a — welding with convenient technology, b — welding with activating flux (ATIG welding) [692] | 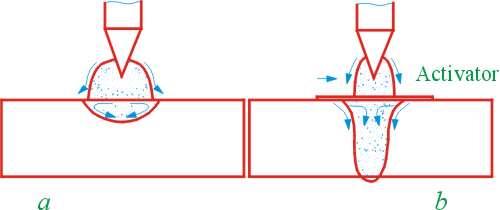 |
Hypothesis
I:
"Contraction of the arc column and anode spot". The abatement of the
sizes of the arc column which one is supervised visually and is affirmed by the
applicable measurings [1546] is aroused, in opinion of the authors [1551],
gripping of low-velocity electrons on peripherals of the arc column by molecules
of halogens having a high electron attachment at plasma temperatures in the arc.
The authors of the work [1546] count that the arc contraction first of all is
aroused by a heightening of thermal conductivity of arc gas and chilling of
peripheral leases of an arc. In the work [1515] the judgement is pronounced,
that the contraction of a column of an arc and anode spot is aroused by
screening by solid halogens of metal around of a weld pool, and also heightening
of thermal conductivity of gas in the near arc room and deionization of
peripherals of the arc column tracking by gripping of conduction electrons
molecular byfluorid preparation products of interplay of metal and welding flux.
In
opinion of the authors of the work [1552] increasing the penetrating capacity of
an arc at availability in its bulk of electronegative elements (EE) are
stipulated by composite processes of interplay of plasma streams in the arc and
also physicochemical processes in a weld pool and on its surface. These
processes preclude with infiltration EE in cathodic area of an arc and safeguard
a tungsten welding rod from flash-off that ensures repeatability of welding
process.
Hypothesis
II:
«Originating thermal-capillary and concentration-capillary convection of
Marangoni». According to this hypothesis pushed by the authors of the works
[535, 685] availability in a weld pool of some surfactant elements, results in a
veering of of a thermal-capillary convection aroused by a nonuniform
distribution of temperature in a weld pool. Thus there is such an aspect of a
convection at which one the vertical stream of molten metal is intensified,
directional to bottom of a weld pool [1520]. Under certain conditions nonuniform
distribution of surfactant elements on a surface of a crater of a weld pool
calls a concentration-capillary convection, as a result of which one the
overheated strata of metal from under an arc are transferred to bottom of a weld
pool, augmenting its depth and, therefore, penetration depth of welded metal.
If to accept the data of studies [1553] that the electric field strength
in the arc column with halogenides
fluxes is 1.85 V/mm, the jump of arc voltage DUa
in range 1.0...4.7 V corresponds the increasing of hidden component of arc
length on DUa =0.5...2.5 mm. At sufficiently small
thickness of welded metal S such an increasing of weld pool crater depth can
essentially approximate the anode spot of the arc to a lower surface of a plate
welded, therefore because of the reflex of thermal flow will be warm the
workpiece and increasing the penetration
depth DHp by even more considerable than DLa
down to full penetration on all thickness of metal welded.
Unfortunately, in the literature there are data shortage for influencing
the thickness of an interlayer under the arc on weld pool crater depth at
welding with activating flux and without it, that does not give a possibility
quantitatively to evaluate the contribution of increasing the crater depth to a
total increasing of penetration depth of metal welded.
It is necessary to mark that it is sufficiently important to determine
the relative quantitative influencing of physical phenomena depicted by
hypotheses I, II, III, in a increasing of penetration
depth at welding with activating welding materials. If the greatest contribution
gives the phenomena on the hypothesis I, it is necessary to strive to obtain the
greater constriction of the arc column and the anode spot. At prevalence of the
physical phenomena on the hypothesis II it is necessary to input into activating
fluxes such reductants which promote the progressing of a vertical axial stream
of liquid metal, heated by the arc. At the greater contribution the physical
phenomena of the hypothesis III it is necessary to input into the activating
fluxes such matters as much as possible reducing the surface tension of molten
metal in the weld pool crater and augmenting the force of the arc pressure.
11.2.4. The
technological methods of increasing the penetrating capacity of the arc and
control of the penetration shape at arc welding
1. Welding by an immersed arc.
This method of welding grounded on forced submergence of an arc into the weld
pool crater for the first time is proposed in the work [1554]. By the authors
[1555] the weld procedure permitting to gain weld joints from titanium alloy
VT6C by thickness up to 10 mm in environment of an argon and helium is designed.
The essence of the process is to encompass the submergence of the welding arc with a tungsten welding
rod more lower than the upper surfaces of welded parts are located. After
ignition of the arc the welding electrodd is step-by-step sunk between welded
edges before their full penetration (Fig.11.50,a). As at an abatement of arc
length pursuant to the formula (3.3) its forces are augmented, the molten metal
is displaced from crater part of weld
pool in its tail region.
| Fig. 11.50 The technological scheme of welding by an immersed arc (a), influencing of linear energy (b) and welding current (c) on penetration depth Hp and weld width B: b,c — Vc=12 m/h; 1,3 — in argon, 2,4 — in helium [1555] | 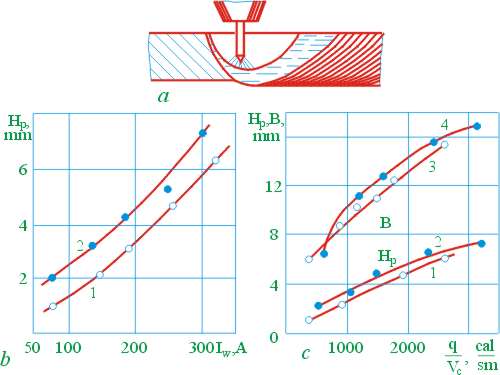 |
The increasing the arc pressure allows to setup the welding electrode
below than surface of welded plates until installation of dynamic balance
between force of the arc and oppositioning to it forces of surface tension and
hydrostatic pressure of molten metal in the weld pool. In such a position of
welding electrode displace lengthwise axis of joint, executing welding with deep
penetration.
At the given welding method the arc length is within the range 1...2 mm
at an arc voltage drop 9...10 V [1555]. At welding the titanium alloy VT6S with
thickness of 7 mm with a surfaced arc the width of a weld is within the range
18...21 mm and at an immersed arc — from 10 up to 12 mm (Fig.11.50,a). In the
given technology the tungsten welding electrode with dia 6...7 mm is applied
that is a little bit greater than at customary TIG welding. The angle of
sharpening of a tungsten electrode is recommended in range 70... 90 degrees. The
welding rate at the given technological schema varies within the limits 10...14
m/h.
The method of welding by an immersed arc allows to weld the sheets of
titanium alloys by thickness up to 10 mm without groove edges and without the
applying of filler material and specialized machinery. Thus the efficiency of
heating the workpiece and output of process is augmented. By the held studies is
established that the welding in a shielding helium ensures more deep penetration
than at usage of argon [1555].
This method of increasing the penetrating capacity of an arc was utilised
at TIG welding of different materials [672, 1534, 1554, 1556, 1557]. The
penetration depth of metal at usage of the given technological schema
depends predominantly on linear energy of a welding arc (Fig. 11.51).
| Fig.
11.51 Dependence of penetration depth from linear energy at welding by an
immersed welding electrode: 1 — data of [1556], 2 — data of [672] |
|
The method of welding by an immersed arc is recommended for butts of
titanium alloys by thickness up to 70 mm. Thus the immersing depth of a welding
electrode should not exceed 50% of welded metal thickness [672].
2. Usage the multiarc and multielectrode
welding. To effective methods of a
heightening the penetrating capacity of arc welding is related the feeding into
an arc zone of two or more filler wires (multielectrode welding) or usage of
multiarc process at which one of two or more arcs are applied simultaneously
being laied out on some spacing interval from each other and following
lengthwise axis of welded butt.
The method of arc welding by the splited welding electrode has
considerable technological possibilities. At this techniques in the common
melting room two or more electrode wires (bundle of welding rods) move having
the common current lead (Fig. 11.52). In this case to main specifications of a
welding conditions (arc current, arc voltage and welding rate) two arguments are
added: a location of welding rods concerning a fulcrum of a joint and spacing
interval between welding rods Le.
| Fig.
11.52 The scheme of automatic welding by the splited electrode at
transverse (a), longitudinal (b) and oblique (c) location of welding
electrodes [1558] |
|
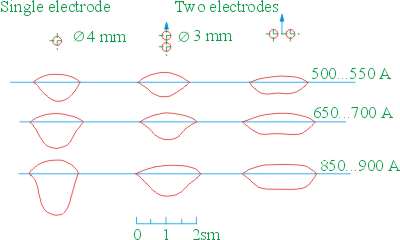
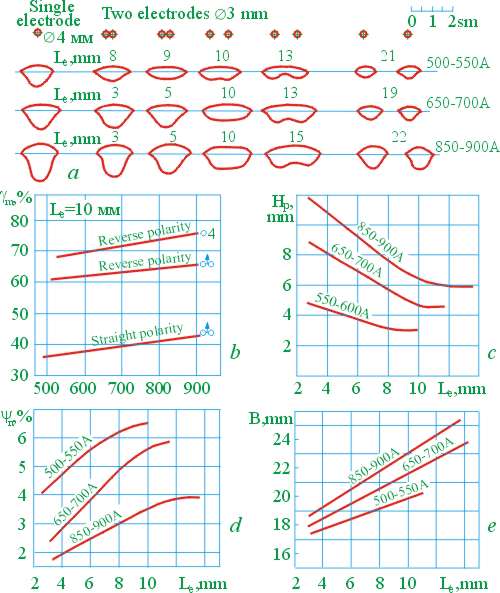
In a Fig.11.53 the outlines of a cross-section of beads executed by
welding electrodes with a different location concerning of joint axis with
electrode separation Le=10 mm are shown. For matching delineations of
an bead deposited on a surface by one welding electrode here are plotted. From
these data it is followed that at a longitudinal location of welding electrodes
the shape of a joint is inflected poorly as contrasted to by customary
one-electrode welding. However at a cross-cut location of welding electrrodes
this variation is essential: the penetration
depth is moderated also bead becomes much wider.
| Fig.
11.53 Cross-sections of the beads fulfilled by one-electrode welding and
by a splited welding electrode [1200] |
 |
Rather characteristic there is an appearance of an almost flat part in
the root of the weld that is the penetration zone acquires close to an orthogon
of a delineation. The weld pool thus becomes much wider and more shortly and the
process differs by considerably higher stability. At welding by the splited
welding electrode coefficient of fusion of a wire on the average on 20% is
higher than at one-electrode welding.
In a Fig. 11.54,a the outlines of a cross-section of the bead executed at
variation of spacing interval Le between wires of a splited welding
electrrode from 0 up to 20 mm are figured. From these data it is followed that
at increasing of spacing interval Le results in an abatement of
penetration depth, ascending of width of an bead and form factor of the
weldt. The nature of variation of the basic geometrical arguments of an bead is
rotined in a Fig.11.54,b. The similar results are obtained at usage of the
splited welding electrode at welding the aluminum alloys plates[1204].
|
Fig.
11.54 Variation of the bead shape at different spacing interval Le
between
|
 |
At welding conditions utilised in held experiments the bead acquires the
flat shape in bottom of a penetration zone at Le=9...12 mm. The
further increasing of distance Le results in formation of the saddle
and at a some more large bead is reshaped poor and at reaching Le of
a defined value is partitioned on two separate beads from each wire of the
splited welding electrode.
By the held studies is established that as contrasted to arc welding at
welding by the splited welding electrode ensures a considerable abatement of a
fraction of base metal in a weld. At welding by a current of a straight polarity
of customary low-carbon steel by a wire the fraction of base metal is slashed up
to 35...40% that it is impossible to achieve at arc welding. At usage of the
splited welding electrode from austenite wire a dia of 2 mm the fraction of base
metal can be reduced up to 20...25% and at diameter of 1.6 mm — up to 15...20%
[1558].
Applying of the belt splited welding electrode (the Fig.11.55) enlarges
the technological possibilities of the given method of welding as allows even
more flexibly to regulate the shape of a weld at increasing of rate fusion of a
welding electrode [1559]. Due to an essential dispersion of arc heat there is
possibility of a considerable current increase in welding electrodes without
impairment of repeatability of welding process.
| Fig. 11.55 The scheme of welding by the decomposed belt welding rod: 1,2 — belt welding rods, 3 — the maiden stratum, 4 — a facing stratum [1559] | 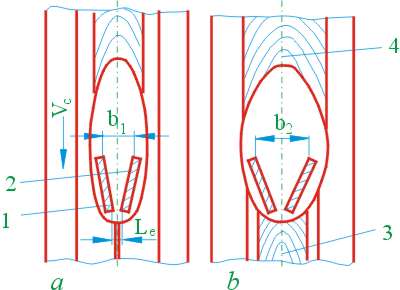 |
In the work [1560] the possibility of obtaining the quality joints with a
small form factor is established at arc welding in CO2 for
heavy plates of low-carbon steel. It allows to reduce expenditure of filler
material, electrical power, welding strains, and also to increase the mechanical
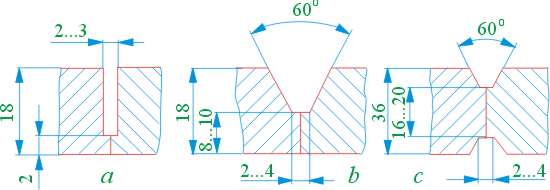
characteristics of welded joint. In a Fig.11.56 the possible schemas of groove
edges under arc welding are shown. At a rather low speed of welding more
preferential are the schemas of a Fig.11.56,b,c as at welding under the schema
of a Fig.11.56,a it is possible flowing of molten metal in a gap before the arc.
The data by a method can gain quality weld joints at welding metal by thickness
of 18 mm by an one-pass joint and 36 mm — by a two-sided joint. Recommended
arguments of a condition of arc welding: arc current — 380...400 A, arc
voltage — 28... 32 V, welding rate — 18...20 m/h.
| Fig. 11.56 The schemes of edges preparation for arc welding: U-shape (a), V-shape (b) and double-sided (c) [1560] |
|
Applying features of multiarc welding for raising the productivity of a
manufacturing process, meliorating of forming of a weld and removal such defects
of its shaping as undercuts, explicitly are reviewed in the Chapter
13 of this monograph (look the volume III).
3. Usage of lateral vibrations of a welding
electrode and the arc. In the
work [1199] was established that the shape of a penetration zone and its depth
are moderated with increasing of amplitude and oscillation frequency of a
welding electrode that allows to provide satisfactory weld forming at welding on
enlarged gaps between joined parts.
As a result of the executed studies by the authors of the publication
[1561] the welding method of rotary butts of tubes is proposed at which the
penetrating capacity of a welding arc is regulated at the expense of variation
of amplitude and frequency of lateral vibrations of a welding electrode. The
method ensures a possibility of implementation of automatic welding of butts
with a variable gap. It has large value at fabrication steel constructions with
long-sized butt welds described by considerable irregularity of a gap between
welded plates [1562].
The author of the work [1563] recommends with the purpose of stabilizing
penetration depth and obtaining of the favourable shape to joints at
welding in shielding gases to communicate to a welding electrode of lateral
vibrations, due to what there is a pressure relieve of a gas stream and heat,
selected by an arc, on a surface of a welded workpiece. The oscillatings of a
welding electrode not only moderate the size of drips and extent of overheat of
metal, but also meliorate forming welds and stabilizings the combustion of an
arc.
In the work [870] was shown that the lateral vibrations of a welding
electrodr (ELV) allow follow-up to affect conditions of input of heat in
different parts of a welded joint, that is specially important at one-sided
welding on a weight of a root welds of butts (tubes, shells) with a changed gap.
The ELV allow to regulate the sizes and shape of a weld, condition of a
crystallization of weld pool that is specially important at welding in different
positions. The ELV practically do not render the influencings on repeatability
of an arc and output of welding process.
At welding in carbon dioxide applying of lateral vibrations of a welding
electrods with amplitude Ae=8...14 mm and frequency fe=100...150
1/min are ensured with effective regulation of length and width of the weld pool
without variation of a welding conditions that has the relevant value at welding
in different positions [1202].
By studies [1564] was established that cross-cut movements of an arc with
frequency 0...8 Hz and amplitude 0...8 mm influence pattern and properties of
weld joints thin-sheet high-strength steels 42H2GSNM and H18N9 at TIG welding
noticeably. It was established that there is a frequency range and oscillation
frequencies of a welding electrode (3 Hz and 3 mm) in which one at satisfactory
forming of beads the column texture of a joint is loosened, the crystallites
acquire the curved shape and become short, with blurred boundaries; the eased
plain in an bead part of bead fades. The repeated reheats promote slackening of
a chemical microinhomogeneity of a weld material and grinding of a
microstructure of metal in HAZ. As a result of it the mechanical characteristics
of weld joint, specially plasticity, are increased.
In the series of cases cross-cut concerning a axis of a joint of
oscillating of a welding arc are called by laying of a cross-cut variable
magnetic field [1203].
By the authors of the work [524] was established that as a result of
welding with oscillatings of an arc the magnetic field moderates a grain sizes
of a weld metal and the tendency to progressing a liquation is slashed. At
definite combination of frequency of amplitude the tendency of a weld metal to
hot cracking is slashed, that was revealed in an abatement of mean length of
fractures on 40%.
At a welding electrode migrating lengthwise joint axis the arc
oscillating can fulfill only with the help of a cross-cut magnetic field [524,
1565, 1566 etc.]. For example, in the work [1565] the optimal nature of lateral
vibrations supplying even penetration of sheets on all width of a joint is
determined the machinery for welding and building-up welding by an arc
controlled by a magnetic field and is designed.
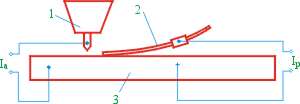
By the authors [1566] influencing the arc oscillatings resulting passage
alternating-current through a part of filler material (Fig.11.57), on the shape
of penetration, hardness, pattern and mechanical characteristics of joints was
investigated at TIG welding the aluminium alloys 1201, AMg6, 1420 and 1460.
| Fig. 11.57 The technological scheme of TIG welding with current-carrying filler metal: 1 — welding torch; 2 — the filler wire; 3 — the workpiece; Ia, If — currents in the arc and filler wire [1566] |
|
It was established that the sizes of penetration of joints depend on
values of currents driving through an arc gap and a part of a filler wire, and
frequency of gang of their polarities. At identical penetration depth width of joints and the extent weakness of
weld joints obtained by welding by an arc with oscillatings, is less, than at
welding by a stationary arc. Intensive stirring of molten metal and variation of
conditions of its crystallization promote forming of shallow equilibrium
dendrites that ensures a heightening of hardness of a weld material.
4. Applying the hollow electrodes. As shown by numerous studies of the different authors
the pressure distribution of an arc has bell-shaped nature and can be depicted
more precisely by Gaussian low of allocation or simplistically — by
parabolical dependence (look Chapter 12
in the volume III). Such a nature of pressure distribution of an arc results at
usage of customary welding electrodes as to the unfavorable shape of penetration
and to originating the different kind of defects, especially at augmented
welding conditions (the current or travel speed of the arc).
According to studies of the authors of the work [1567] by one of methods
of a heightening of properties of weld joints at the expense of meliorating
their geometry is the welding in inert gas with hollow tungsten welding
electrode. They had shown that for deriving joints of the favourable shape it is
necessary not only to flash down arcs, but also to change pressure distribution
in it that is to pass from parabolical allocation to rectangular one. It allows
to increase values of arc current without a sharp pressure buildup of an arc at
its center that takes place at welding by a customary welding electrode. As a
result of the held studies the possibility of welding with hollow welding
electrode on a current 800 is shown and at deriving good geometry of a welded
joint.
5. Imposition the longitudinal magnetic
field on the arc. The authors of
the works [1494, 1568] the pattern permitting to explain behavior of an arc with
imposition on it the longitudinal
magnetic field had proposed. The radial movements of conduction electrons in an
arc are conditioned by acting forces of an electrical field of an arc, and
radial movements of ions — heat-dynamics nature of directional streams,
originating in an arc plasma. On the proposed method of influencing of a
magnetic field the cross-section of the arc column is moderated by a arc column
at an induction of a longitudinal magnetic field more than 0.1 T that is
exhibited in increasing it penetrating capacity in 1.5...2 times (look the
Fig.11.16).
At arc welding by electric rivets with usage of the modified keeper with
a built-in electromagnet (Fig.11.58, a) the imposing of the longitudinal
magnetic field augments penetration
depth of metal and this increasing depends on time of affecting of a magnetic
field which one is customary less time of welding (Fig.11.58,a).
| Fig. 11.58 The modernization scheme for electrode holder at electric riveting welding (a) and influencing of time of affecting of a magnetic field tm on penetration depth Hp at Ua=36 V, tc=4 sec, de=1.6 mm (b); a) 1,3 — the bushing; 2 — the electromagnet; 4 — the guide bushing; 5 — the mouthpiece; 6 — the abutment cooled nozzle [1495] | 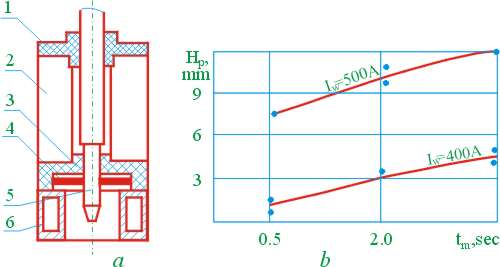 |
6. Usage of pulsing-arc welding. At imposing on the arc of impulses of welding current the deriving both deep and surface type of penetration of welded metal is possible. The surface penetration takes place at such welding conditions when there is a strong anode stream and there are surface oscillatings of molten metal in the weld pool [1569].
7. Usage the high-frequency arc. The positive results were obtained in applying of the
high-frequency current at welding
the aluminium alloys in the work [1570]. The welding arc through which
high-frequency current past differs by heightened stability, which one sometimes
value on a fracture arc length. The results of experiments have shown that the
fracture arc length with a power current of 50 Hz and applying of an oscillator
fluxes 13.6 mm and at power supply by a current by frequency of 600 Hz — 54 mm.
The penetrating capacity of the high-frequency arc approximately in 3
times is higher than arc with an usual current (Fig.11.59); thus penetration
width essentially is not inflected that testifies to increasing of the
penetration zone area. It was obtained also that the current magnitude and
penetration depth is rather gentle depend on length of an arc that is the
relevant advantage of the given method of welding.
| Fig. 11.59 Dependence of penetration depth (a) and weld shape coefficient (b) from arc current at its different frequency [1570] | 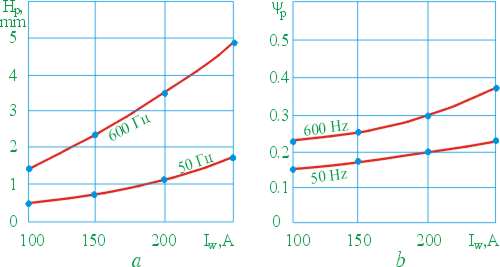 |
Many processing behavior of a method of welding is with an arc of
high-frequency on sufficiently high level. The arc burning is stable and is
easily excited without applying any devices for ionization of an arc gap and
supply of repeatability of arc combustion. The mechanical characteristics of
weld joints correspond to given requests, the amount of pores and slag
inclusions is moderated, a joint weld and HAZ have the favourable microstructure
[1570].
On data of the authors [1333] applying of welding by a current of
high-frequency for pipelines with diameter 6.8 and 12 mm from steel H18N9T have
allowed to diminish magnitude of a sag of the radical of a joint inside of a
tube in 2 times, and width of a joint — in 1.5 times as contrasted to by
impulsive low-frequency welding.
In study [1571] they had been learnt the penetrating capacity of an
high-frequency arc at TIG welding in argon of steel H18N9T by thickness of 2 mm.
The parameters of welding conditions were: current 50...70 A, arc gap length —
1... 3 mm, sharpening angle of tungsten electrode — 30...90 degrees, the
electrode blunting — 0...1.5 mm. Experimentally it was demonstrated that if in
customary process of welding by a direct current of perturbation lengthwise of
arc gap, angle of sharpening and blunting of a welding electrode essentially
influence penetration, transferring to welding by the modulated current in the
learnt frequency range 3...3000 Hz considerably is slashed with affecting the
indicated arguments.
8. Applying the activating welding
electrodes. By the authors of the work [1572]
the possibility of welding the steel such as X18N10T by surfaced-activated
electrode in carbon dioxide by a direct current with normal polarity was
established. It was established that there is a dependence of extreme arc
current on an amount of the coating having put on the welding electrode and
stick-out of the welding electrode.
The least losses of electrode metal are reached at length interval from
the current-carrying mouthpiece up to an workpiece 14...15 mm. The applying of
surfaced-activated electrodes allows to diminish the sizes of groove preparation.
On data of the publication [715] applying the activated wires allows to increase
welding rate up to 120...130 m/h.
9. Applying the combined processes of arc welding. In the work [1573] the combined process of arc TIG and MIG welding was proposed. The given method has rational range of applications for welding both buildng-up welding of non-ferrous metals and alloy steels.
10. Usage the edge preparation with special shape. In the work [1574] they proposed the butt joint with a cavity formed by two grooves, executed up to assembly on the sizes depending on thickness of a welded sheets in definite limits the supplying maximal increasing of penetration depth at the expense of forming the radical of a joint is lower than this cavity on an blunting. The sizes of grooves in samples in the indicated limits influences the sizes and quality of a joint. The held studies have allowed to select an optimum alternative for industrial usage. By the authors [1575] the variation of penetration depth was investigated at welding aluminum and its alloys depending on the shape of butts, including if there is a cavity in groove preparation.